First author: Ahmed A. Said, Erkan Aydin
Corresponding author: Stefaan De Wolf, Ahmed A. Said & Erkan Aydin
Correspondence unit: King Abdullah University of Science and Technology
Article highlights
1. Research has found that C60 agglomeration is due to the presence of oxygen in the initial source powder and leads to the formation of deep states within the perovskite band gap, resulting in a systematic decrease in solar cell performance;
2. Before purifying (by sublimation) C60 to 99.95%, it was found that evaporation hinders coalescence and the associated solar cell performance is fully repeatable after repeated treatments;
3. The same sublimation C60 was repeated eight times to achieve a photoelectric conversion efficiency of 30.9%, enabling it to achieve large-scale production with high process yields.
1. Problems faced by C60 as the electron transport layer in pin perovskite cells
In recent years, pin devices have attracted more attention due to their compatibility with low-temperature processing, which enables their application in tandem solar cells and a more promising material option in terms of material stability and cost for HTL . In this structure, C60-based fullerenes are often chosen as the ETL , although some alternative materials have also been explored. But thermally evaporated C60 remains the ubiquitous electron transport layer in today’s best-performing pin perovskite solar cells. As perovskite photovoltaic technology moves toward industrialization, batch-to-batch reproducibility of device performance becomes critical. And C60 may condense during repeated thermal evaporation processes, thus affecting the repeatability of device preparation.
2. Introduction to results
Stefaan De Wolf, Ahmed A. Said & Erkan Aydin of King Abdullah University of Science and Technology purified C60 to 99.95% through sublimation and then evaporated it. They found that it can hinder the occurrence of condensation and complete the solar cell performance after repeated treatment. Repeatable. The generalizability of this behavior to perovskite/silicon tandem solar cells was verified by eight repeated runs on the same sublimated C60 material, with the open circuit voltage and fill factor remaining at 1950 mV and 81%, respectively. . Notably, one of the cells achieved a certified conversion efficiency of 30.9%. These findings provide key insights into advancing perovskite photovoltaics toward large-scale production with high process yields.
3. Results and Discussion
Point 1: Device Performance in Repeated Processes Using Untreated C60
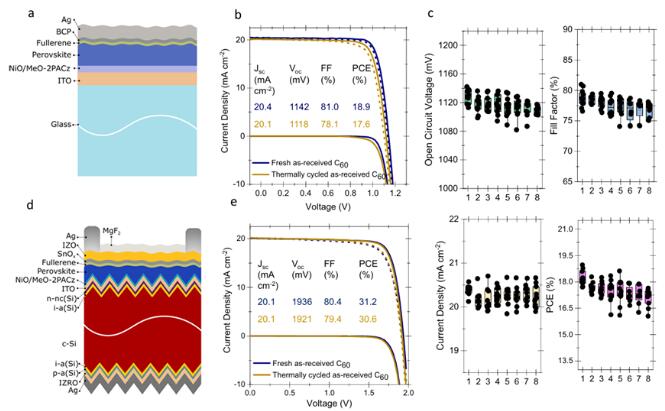
The authors first evaluated the performance of commercially available C60 materials for multiple deposition cycles directly on single-section (1-J) PSCs. A device stack in the ITO /NiOx /MeO-2PACz/perovskite/C60/BCP/Ag configuration was used, as shown in Figure 1a. A thermal cycle consists of evacuating the evaporation chamber (to a base pressure of 10 -7 Torr), then thermally evaporating the C60 layer and finally bringing the semi-finished device (NiOx/MeO-2PACz/perovskite/C60 ) to the load lock pressure (about 10 -3 Torr). It was observed that the maximum crucible temperature required to maintain a constant deposition rate gradually increased with each new cycle. After the 8th cycle, it was found that the color of the powder in the crucible changed from black to brown, as shown in Figure 1b. Through the current density-voltage (JV) analysis of the device, the V oc of the corresponding device dropped by an average of 5 mV after each thermal cycle, and the FF gradually decreased. The V oc of the device was 1142 mV (average 1130 mV) in the first thermal cycle , which dropped to 1118 mV (average 1109 mV) after the eighth thermal cycle, as shown in Figure 1b and c.
Figure 1 Performance of perovskite solar cells fabricated from commercial C60
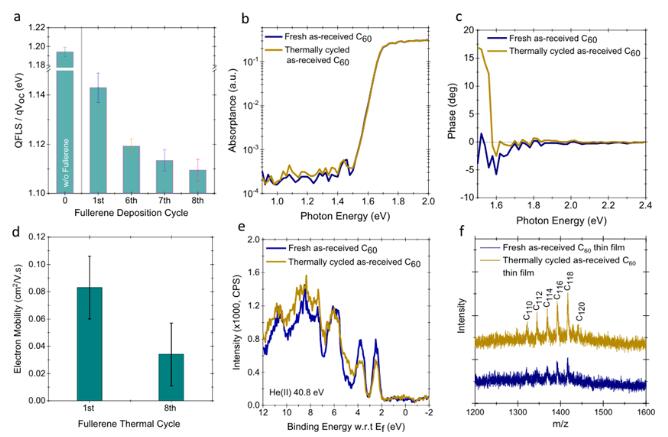
For other types of PSCs , such as Cs 0.05 FA 0.8 MA 0.15 Pb(I 0.745 Br 0.255 ) 3 (1.68 eV) and Cs 0.03 (FA 0.90 MA 0.10 ) 0.97 PbI 3 (1.55 eV) C60 deposition of perovskite absorbers V oc and FF gradually decrease as the period increases (see Figures 2a and 2b respectively). This phenomenon was also verified on a larger device area (0.1 cm 2 –1 cm 2 ) of a perovskite/silicon solar cell with the structure shown in Figure 1d . The characteristic JV curve of the tandem cell and its external quantum efficiency (EQE) spectrum are shown in Figure 1e and Supplementary Figure 4, respectively. Similar to the performance degradation of 1-J perovskite devices after C60 ETLs undergo repeated thermal cycling, tandem cells also show similar performance degradation. Quasi-Fermi level splitting (QFLS) of the semi-finished device (NiOx/MeO-2PACz/perovskite/C60) after the 1st, 6th, 7th and 8th deposition cycles confirms the voltage loss on the device, Because again a loss of approximately 5 meV after each cycle was observed (Fig. 2a).
The observed voltage loss after thermal cycling is likely caused by changes in the structural and electronic properties of the C layer itself and the interface it forms with the perovskite. To gain further understanding, the authors characterized the quartz/perovskite/C stack by photothermal deflection spectroscopy (PDS) to probe whether any deep states were formed or induced in the perovskite band gap upon contact with fullerene. . The perovskite band edges of the fresh sample and the thermally cycled sample are almost the same, indicating that the C60 film does not change the bulk properties of the perovskite, as expected. As shown in Figure 2b, the absorption levels are also very similar within the band gap (from 1 to 1.4 eV).
Figure 2 Optoelectronic characteristics of commercial C60
The phase change between the pump light intensity and the detected signal in the PDS measurement was analyzed. The time offset is set to 0° for the high absorption region (>2.2 eV) shown in Figure 2c. In this region, all incident light is absorbed by two samples close to the perovskite surface. In the band edge region, the phase of the fresh C60 sample decreases, indicating that the optical absorption depth increases and therefore the excited phonons require more time to propagate to the sample surface. However, in the thermally cycled sample, the phase decrease is minimal, followed by a strong increase in phase shift. This means that the thermal signal generation is concentrated at the top of the sample very close to the surface, possibly due to direct absorption of light in surface states or due to recombination within surface states of electron-hole pairs generated in the perovskite film. It can be inferred from here that fullerene contacts deposited by thermal cycling lead to an increased concentration of electronically active defect states at the perovskite/fullerene interface.
Next, the electron mobility of the C60 layer deposited during the first and last thermal cycles was measured through top-gate bottom-contact field-effect transistors (FETs) . The structure of the prepared FET is shown in Figure 5. As shown in Figure 2d, the electron mobility (μe) of the 1st deposition (0.083 cm 2 /V s) is on average higher than that of the 8th deposition (0.034 cm 2 /V s). This means that the structure of the C60 layer may have changed during repeated thermal cycles. It was concluded from ultraviolet photoelectron spectroscopy (UPS) measurements and density of states (DOS) changes (Fig. 2e) that the properties of the C60 powder, and therefore the deposited film, changed during thermal cycling. This appears mainly as additional recombination states, consistent with the FET mobility results.
After performing MALDI-TOF analysis on the film, it became apparent that the film prepared from the C60 powder of the 1st deposition cycle lacked C 120 fragments. In contrast, MALDI-TOF analysis of the film in the 8th deposition cycle shows a peak at 1441 m/z, attributed to C 120 , this difference is attributed to the change in evaporation temperature. In addition, 1322, 1345, 1369, 1392 and 1417 m/z are present in the two C60 films with different peak intensities and are assigned to C 110 , C 112 , C 114 , C 116 and C 118 respectively . Importantly, the peak of the thermally cycled film is stronger than that of the fresh film, which confirms that the concentration of high molecular weight fullerenes in the thermally cycled film is higher than that of the fresh film, as shown in Figure 2f. These findings explain why thermally cycled C60 films have lower electron mobility compared to fresh films.
Point 2: Correlation between electronic properties and these structural changes
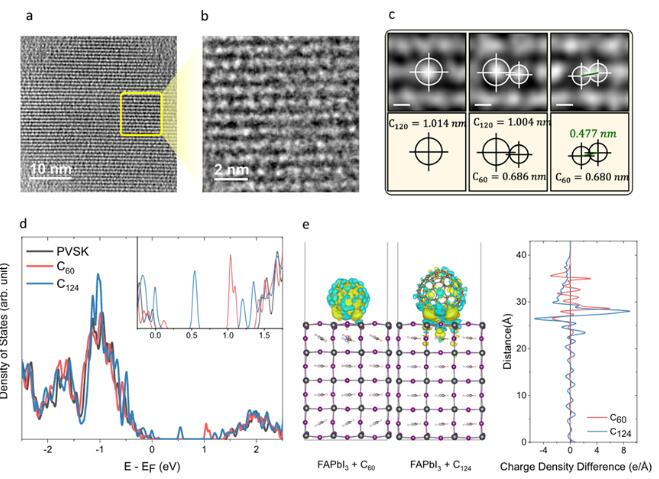
The thermally cycled powders were further analyzed using high-resolution transmission electron microscopy (HRTEM), as shown in Figure 3a HRTEM and with C60 lattice spacing ([111], [222], [602], [522], [511 ], [624], [800]) matched fast Fourier transform (FFT) spots confirmed that C60 is highly crystalline at the molecular level with long-range spatial ordering (Fig. 3a). From the HRTEM image given in Figure 3b, C60 , C 120 and C60 dimers were identified by the average diagonal diameter of the resolved molecules . As shown in Figure 3c, a possible C60 dimer was also observed with a molecular spacing of 0.477 nm. The connection between electronic properties and these structural changes was investigated through density functional theory (DFT) calculations. According to the formation energy difference calculated by DFT, C 124 and C 126 were found to be the most stable, and the MALDI-TOF results showed that C 124 and C 126 had the highest mass fractions in the powders that had undergone thermal cycling, which was consistent with the DFT results. Furthermore, DFT calculations show that increasing the number of C 13 isotopes leads to an increase in the formation energy and therefore a more stable structure.
Figure 3 Repeated processing of C60 structure and photoelectric analysis powder and its film
To understand the origin of the DOS changes detected by UPS measurements, the perovskite/C60 (fresh powder) and perovskite/C 124 (thermally cycled powder) interfaces were modeled. For the perovskite/C60 interface, charge traps were observed to form near the perovskite band edge, which was attributed to the overlap of the quantum wave functions of perovskite and C60 . As shown in Figure 3d. By performing the same simulations for different fullerenes (C 118 , C 120 , C 122 , C 126 and C 128 ), a similar behavior to C 124 was found , with charge traps possibly related to the formation of multiple bonds between CI and C-Pb related. Furthermore, in the case of the perovskite/C60 model , the delocalization of electrons across the entire C60 molecule implies an efficient pathway for vertical electron transport from the perovskite layer to the electrode through C60 . On the other hand, the charges near the perovskite/C 124 interface are localized, which may hinder the charge transfer on the perovskite/C 124 interface, as shown in Figure 3e. Therefore, in the case of thermally cycled C60 , contact displacement does not mitigate the performance loss due to the defective nature of C60 itself.
Point 3: Sublimated C60 repeats evaporation deposition cycle
In order to find a solution to overcome C60 agglomeration , the researchers further hypothesized that impurities in the received powder could be responsible for dimer formation. High-performance liquid chromatography (HPLC) analysis found that the purity of the C60 received was about 99.75-99.8%, which may contain C60 oxides and impurities or by-products of C70 , as well as the possibility of C60 -dimers sex. The received C60 powder was further purified by vacuum thermal gradient sublimation) and the purity was increased to 99.95%. After purification, repeated deposition cycles similar to the received experimental series were performed. Interestingly, the color of thermally cycled sublimated C60 remained visually black after 8 deposition cycles.
Sublimated C60 layers were studied to observe the effect on film quality. QFLS analysis of half the device stack (NiOx/MeO-2PACz/perovskite/sublimated C60 ) still shows losses after 8 deposition cycles. However, compared to the received C60 , the loss after each cycle is only about 2 millielectronvolts, as shown in Figure 21a. The same carbon content was detected in fresh and thermally cycled sublimated C60 samples from XPS analysis, but oxygen was not present (Figure 22). MALDI-TOF analysis of fresh and thermally cycled sublimated C60 powder showed very low oxygen content, around 0.6%. PL analysis of the powder also shows the formation of a shoulder at 835 nm, which is less pronounced in the sublimated C60, indicating the presence of fewer impurities.
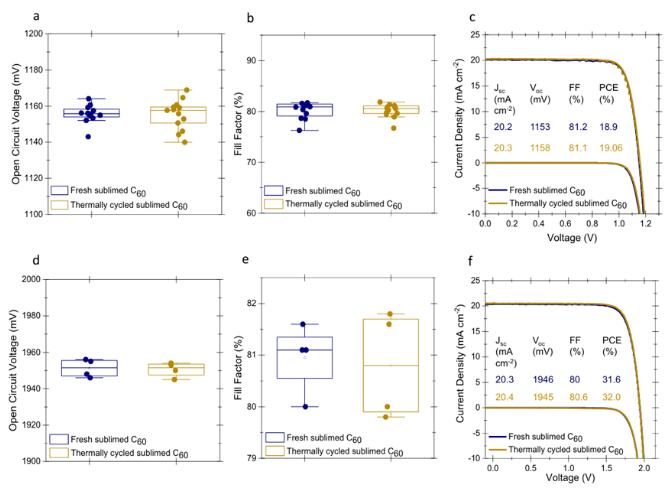
Figure 4 Photovoltaic performance of P device using sublimated C60
The characterization results indicate that further purification of the received C60 through the sublimation process is a promising solution to maintain the optoelectronic properties of C60 after repeated deposition cycles. Sublimated C60 was further studied on solar cells with the same structure as given in Figure 1a. By analyzing the JV curve of the fabricated device, the average Voc and FF of the device tend to be stable. Even if this powder is completely cooled to room temperature and used again, it does not affect the average performance of the device (Fig. 4a,b). The corresponding JV curve is shown in Figure 4c. Furthermore, if sublimated C60 is used , the performance of perovskite/silicon tandem solar cells is not affected by multiple thermal cycles (Fig. 4d,e). The corresponding JV curves and EQE plots of the series devices are shown in Figure 4f and Figure 25, respectively. Unpackaged perovskite/silicon tandem devices using sublimated C60 were certified by Fraunhofer ISE CalLab with a PCE of 30.90%. Additionally using sublimated C60 provided a rather small increase in V oc (<10 mV), however, it provided reproducible results over repeated processes, which is critical to advancing the technology's industrial applications.
4. Summary
This work investigates the feasibility of industrial processing of C60 contact layers in perovskite-based solar cells through repeated thermal evaporation deposition. After several iterations of the process, the film quality and solar cell performance were evaluated and it was found that if the received C60 powder with 99.75% purity is used, the powder should be replaced after each deposition cycle to avoid device performance degradation. However, on high-throughput production lines, this requires frequent source changes to maintain device performance, potentially resulting in poor material utilization and additional costs. This is a potential problem in industrial processing of perovskite solar cells, and the use of 99.95% pure C60 powder purified by vacuum thermal gradient sublimation can solve this problem and enable continuous processing of C60 contact layers without systematic performance.
5. References
Said, AA, Aydin, E. et al. Sublimed C60 for efficient and repeatable perovskite-based solar cells. Nat Commun 15, 708 (2024).
 E-mail: info@chemborun.com
E-mail: info@chemborun.com Tel: +86-574-87178138
Tel: +86-574-87178138  No. 1558, Jiangnan Road,, Ningbo, Zhejiang, China (Mainland)/31
No. 1558, Jiangnan Road,, Ningbo, Zhejiang, China (Mainland)/31