First author: Hasitha C. Weerasinghe
Corresponding author: JacekJ. Jasieniak, Tawfique Hasan, DoojinVak
Correspondence unit: Commonwealth Scientific and Industrial Research Organization of Australia , University of Cambridge , Monash University
Research highlights
1. Developed a perovskite-friendly carbon ink to replace vacuum-processed metal electrodes ;
2. Developed an automated roll-to-roll manufacturing and testing system to take full advantage of high-throughput manufacturing;
3. Optimize the process and equipment configuration, allowing the PCE of fully roll-to-roll fabricated perovskite solar cells to reach 15.5% , a record efficiency for fully roll-to-roll fabricated perovskite solar cells.
1. Problems faced by the industrialization of perovskite solar cells
Organic - inorganic hybrid perovskite solar cells ( PeSC ) are a promising next-generation photovoltaic ( PV ) technology with a power conversion efficiency ( PCE ) of 26.1% . Although the record efficiency is competitive with existing technologies on the market, crystalline silicon PV has a PCE of 26.8% , and many challenges must be addressed if PeSC is to be realized in practical applications . The most significant is the need to convert small-area, laboratory-scale cells (often fabricated using materials or methods that are not economically feasible or scalable) into large-area devices produced through high-volume, low-cost manufacturing methods. As shown by other solar PV technologies with high PCE , such as inorganic multi-junction or GaAs cells, PeSC will not be able to make an impact in the market if production costs cannot be reduced.
2. Introduction to results
Australian Commonwealth Scientific and Industrial Research Organization DoojinVak University of Cambridge Tawfique Hasan Monash University Jacek J. Jasieniak et al. report for the first time hybrid perovskite solar cells composed of series-connected cells produced at room temperature using fully industrial roll-to-roll printing tools battery module. The expensive vacuum-deposited metal electrodes are replaced by printed carbon electrodes. A high-throughput experiment involving the analysis of 1,600 cell batches using 20 parameter combinations enabled rapid optimization within a large parameter space. The optimized roll-to-roll fabricated hybrid perovskite solar cells demonstrated power conversion efficiencies of up to 15.5% for small-area single cells and 11.0% for series-connected cells in large-area modules. The equipment produced based on this work is expected to cost approximately $ 0.7 / watt based on production of 1 million square meters per year in Australia , with the potential for further significant cost reductions.
3. Results and Discussion
Point 1 : Control perovskite crystallization to achieve amplification
Although spin coating has been widely used to produce high-efficiency perovskite solar cells ( PeSCs ), there are significant differences in deposition and drying parameters in roll-to-roll ( R2R ) production. Therefore, processing conditions initially need to be developed using R2R or R2R - compatible methods. The printing-friendly sequential deposition ( PFSD ) technology introduced by some of the collaborators in this article in 2017 made it possible to demonstrate for the first time PeSCs containing R2R- deposited electron transport layers ( ETL ), light-absorbing layers, and hole transport layers ( HTL ) , and The small-area device achieved a photoelectric conversion efficiency ( PCE ) of 11% . Since then, simpler single-step deposition techniques have also been developed by introducing various additives (such as polymers, ammonium salts, and two-dimensional organic cations) as well as heating and nitrogen blowing methods, and the R2R technology reported by others has been studied. Although perovskite layers can be produced by single-step deposition, we found no method that significantly outperformed PFSD for R2R- based scale-up.
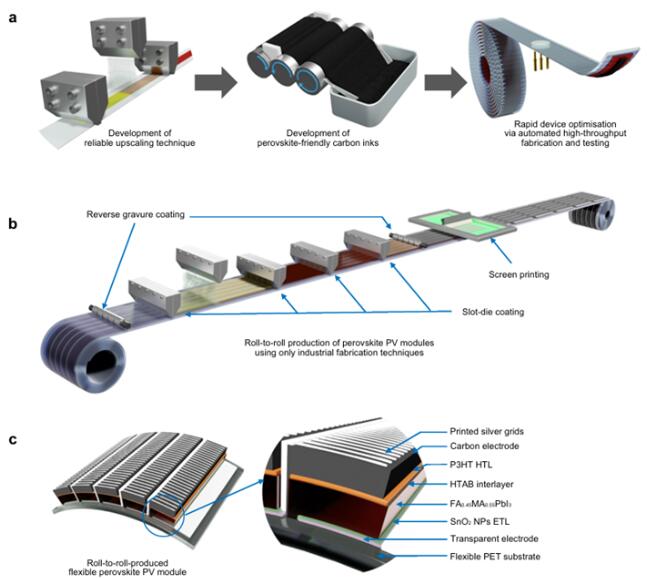
Figure 1 Schematic diagram of workflow
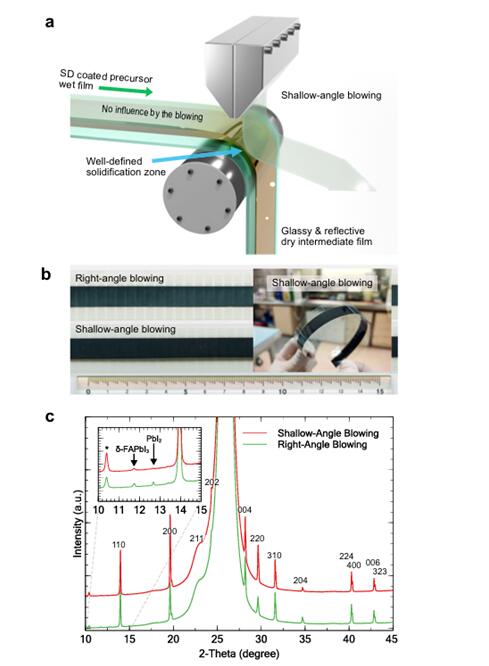
The PFSD method has been described as " print-friendly " due to its stability and reliability under ambient conditions and the lack of time-consuming processing steps. The key to PFSD is to add less than 50 mol% of PbI2 organic cations, well below the stoichiometric ratio required to form perovskite crystals. This strategy retards crystallization, allowing the precursor film to behave like an amorphous material with better film-forming properties than its crystalline analogues. When additional organic cations are subsequently deposited, the reactive amorphous phase film quickly converts into perovskite without the need to remove the additive as it becomes part of the perovskite. This enables conversion to be completed on a time scale suitable for R2R processing. Further development of the PFSD method led to PCEs as high as 17.9% for R2R- fabricated PeSCs using vacuum-deposited Au electrodes. A major innovation in PFSD technology is the introduction of shallow-angle gas blowing technology (Figure 2a ), which is different from the traditional vertical gas blowing technology, which is used to create high-quality perovskite films by passing gas across the substrate. Although effective on a laboratory scale, creating highly uniform airflow over a large area is challenging. Blowing air at a shallow angle from the edge of the roller is a simple but effective way to amplify this process, and the angle of incidence can be easily adjusted to near zero degrees by simply changing the position of the blower head. With this method, the SD- coated wet film will not be deformed by strong airflow before entering the curing zone. This greatly reduces the number of crystal defects, allowing the creation of amorphous solid films that are then immediately converted into perovskites.
Figure 2 Reliable preparation of high-quality perovskite films through edge blowing technology
Figure 2b demonstrates the quality improvement of perovskite films fabricated using edge blowing technology. The inset photo shows flawless mirror-like perovskite films continuously fabricated at room temperature ( 40-50% relative humidity). X - ray diffraction ( XRD ) analysis of the film did not indicate the presence of PbI2 crystals, which would be evidence of uneven local concentrations following ion migration during curing. Shallow-angle air blowing creates an intermediate layer that appears amorphous or consists of small enough particles, which allows rapid and complete conversion to perovskite after MAI deposition. Scanning electron microscopy ( SEM ) images show that the films blown at shallow angles are more uniform and the particles are more compact than those blown at right angles.
Point 2 : Automated, environment-free and vacuum-free equipment manufacturing
The discovery of R2R -printable perovskite solar cell ( PeSCs ) electrodes has long been a key challenge in achieving fully roll-to-roll ( R2R ) fabrication of vacuum-free cells. To date, most R2R- fabricated PeSCs in the literature have employed vacuum or batch-processed back electrodes. The first fully R2R fabricated PeSC using printed carbon electrodes was recently reported, achieving a photoelectric conversion efficiency ( PCE ) of 10.8% . This efficiency is significantly lower than its vacuum-based counterpart, indicating that the performance degradation is caused by the carbon ink. Therefore, the authors developed carbon inks suitable for perovskites and conducted experiments with commercially available carbon slurries.
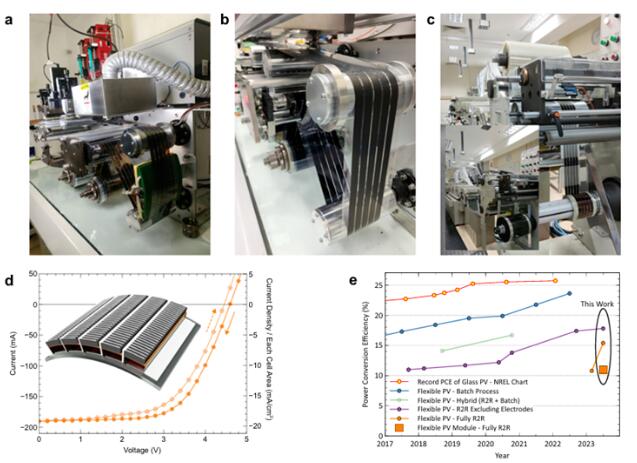
Figure 3 : Automatic preparation of 1600 PeSCs in one experiment
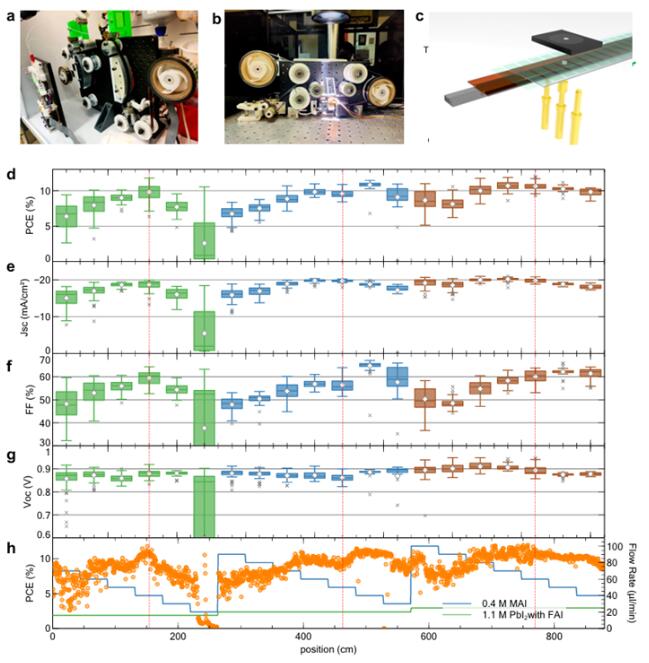
Replacing this costly and time-consuming vacuum process has the added benefit of creating new avenues for experimental optimization. While this approach increased the throughput of manual operation of traditional R2R systems, its full potential was realized when a programmable R2R SD coater was developed for unmanned operation, enabling the manufacturing of thousands per day unique PeSCs . It is impractical to manually characterize so many batteries. Therefore, the authors developed an automatic R2R tester to test more than ten thousand solar cells per day. Device parameters are automatically calculated and saved online, allowing thousands of solar cells to be analyzed in minutes instead of hours or days. The customized R2R research tool is demonstrated in Figure 3a , b , and Figure 3c shows the equipment layout and test setup for high-throughput testing of R2R fabricated solar cells. This high-throughput experimental platform enables exploration of a wide range of manufacturing parameters for vacuum-free PeSCs to quickly identify optimal conditions.
Figure 3d–h shows an example of a high-throughput R2R experiment, in this case used to optimize the deposition parameters of PbI from a solution containing 45 mol % formamide iodine ( FA ) and MAI , and to determine the composition-dependent device parameters. . Three PbI2 conditions were chosen to create perovskite layers with thicknesses of approximately 600 nanometers to 1000 nanometers. Due to the lack of the mirror effect of the carbon-based back electrode, this range is slightly thicker than typical vacuum-deposited electrode devices. Furthermore, in the FA 0.45 MA 0.55 PbI 3 system, a perfectly matched stoichiometry is not necessarily the optimal formulation, as it can benefit from a slight excess of lead or an excess of cationic composition. The capability of SD coating therefore lies in the quantitative control of the amount of deposited material, allowing the content of MAI in the perovskite layer to be varied from a slightly cation-deficient (lead-excess composition) to a stoichiometric and slightly excess composition depending on each PbI2 condition. MAI deposition flow rate varied from 30 to 100 μl / min, adjusted in 10 μl / min intervals. Figure 3h shows the deposition parameters and the PCE of 1600 continuously fabricated PeSCs located along a 9- meter-long substrate . The PeSCs were obtained in roll form and transferred to the automated R2R PV tester shown in Figure 3b .
Figure 3d–h shows the statistical device parameters obtained for 80 cells under each condition. HTL as these devices use a thickness-tolerant hole transport material used in screening carbon inks, poly [(2,5- bis (2- hexyldecyloxy ) phenyl ) -alternating- (5,6 -Difluoro -4,7- bis ( thiophen - 2- yl ) benzo [c]-[1,2,5] thiadiazole )] ( PPDT2FBT ) (further discussion on material selection can be found in Supplementary Note 3 See). Devices with MAI contents close to stoichiometric amounts showed better performance than other devices. The thinnest conditions ( 16 µl / min) performed best at stoichiometric amounts, while performance dropped rapidly with excess amounts of MAI or PbI2 . Thicker films exhibit more interesting behavior; MAI -deficient films exhibit better fill factors ( FF ) and narrow performance changes, while MAI- excess films show higher short-circuit currents ( Jsc ). Most importantly, these results demonstrate the utility of a high-throughput experimental platform, identifying composition-dependent performance trends in just one day.
Figure 4 : Reliable fabrication of fully R2R processed PeSCs
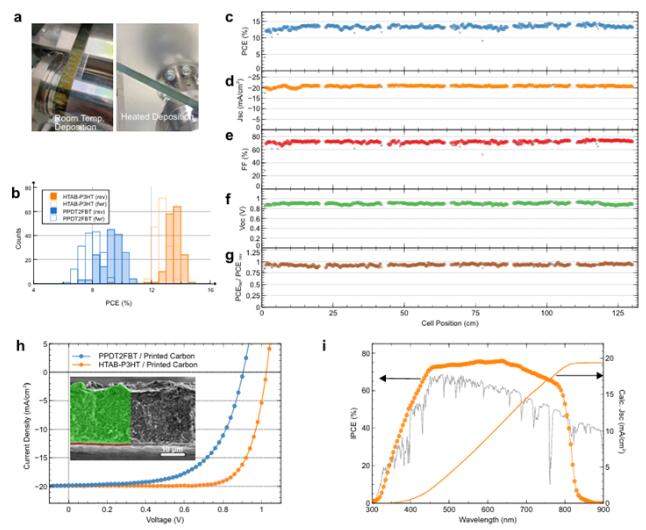
Significant improvements in fully R2R fabricated cells have been achieved through the introduction of a new hole transport layer ( HTL ) system. Poly (3- hexylthiophene ) ( P3HT ) is a simple, widely used conjugated polymer with good light harvesting and charge transport properties, making it suitable for low-cost large-scale production. While this polymer performs relatively poorly as an HTL alone, it shows promising performance when combined with n-hexyltrimethylammonium bromide ( HTAB ), which passivates the surface traps of the perovskite layer and provides hexyl groups for P3HT . Side chains provide anchoring points for self-assembly into preferred molecular orientations. Despite these advantages, this HTL system has never been used with R2R- fabricated PeSCs , likely due to the technical difficulty of forming ultrathin HTAB skin layers on perovskite layers using scalable deposition techniques . The fabrication of the HTAB skin layer was achieved by finely controlling the surface reactivity by adjusting the ratio of relatively non-polar and less reactive chlorobenzene to 2- propanol solvents . A uniform P3HT layer was achieved by heating the substrate to 45°C , reducing the surface tension of the polymer solution and promoting the self-assembly of P3HT on the HTAB surface . Without heating the substrate, films formed by P3HT on HTAB intermittently exhibit poor quality, as shown in Figure 4a .
As shown in Figure 4b , HTAB-P3HT HTL is significantly better than PPDT2FBT . These devices not only demonstrate higher performance, but also improved reliability through a narrower distribution range in the histogram. All device parameters, including the hysteresis factor of the HTAB-P3HT based device, can be seen in Figure 4c–g . These figures show the parameters of 240 unscreened cells continuously manufactured using an automated R2R SD coater . The experiments were conducted under uncontrolled environmental conditions at approximately 60% RH , demonstrating the robustness of the manufacturing process. In general, PeSCs were reliably produced with an average PCE of about 13% , although the best devices were obtained on low-humidity days ( 30-40% RH ) regardless of the humidity in the laboratory . The JV curve and IPCE spectrum of the best-performing device are shown in Figure 4h , i , respectively, with a PCE of 15.5% , a Jsc of 19.9 mA cm −2 , a FF of 76.1% , and a Voc of 1.02 V. The IPCE spectrum is in good agreement with the calculated current density of 19.4 mA cm −2 .
Point 3 : Low-cost manufacturing technology from batteries to modules
Optimized device manufacturing parameters were used to produce large-area modules. Since all processes were developed via scalable deposition methods, the modules can be fabricated in the same way using a larger SD head, as shown in Figure 5a , and a 10 cm wide, pre-patterned TCE substrate. The SD head has five channels, so the optimized flow rate is simply multiplied by five to produce a five-cell module. HTAB and P3HT layers were also deposited at five times the optimized single-stripe coating flow rate. For R2R deposited electrodes, the carbon ink is deposited using reverse gravure ( RG ) technology. The fabrication of the module was completed by screen-printing silver paste on the carbon film using an industrial-grade R2R screen printer, as shown in Figure 5c and Supplementary Figure 5 . Printed silver is used to form a grid that collects charge and connects 5 independent battery cells, as shown in the inset of Figure 5d . Adding additional conductive elements next to the carbon layer is critical because the sheet resistance of the carbon layer is approximately 800Ω sq −1 . Batteries without a grid design perform significantly worse than batteries with a grid. However, over-covering the screen-printed silver resulted in performance degradation. Therefore, the authors designed the silver pattern to achieve a minimum coverage area while maintaining sufficient conductivity for efficient charge collection. Ultimately a 180 mesh screen was used, with 0.2mm lines providing the finest pattern for consistent printing on the carbon surface and this parameter was applied to the module.
The interconnection of the battery cells is accomplished through the gaps between the stripe patterns while forming a grid. The effective area is 49.5 cm 2 ( 1.1 cm × 9 cm × 5 battery cells), and the geometric fill factor ( GFF ) of the module is 75% . Due to the inherent limitations of the stripe pattern method, the GFF is slightly lower than the high 99% GFF shown in the laser division module . However, it is worth noting that the laser scoring process may not be suitable for high-throughput, cost-effective fabrication of PeSCs . Therefore, the next challenge lies in developing modules with higher GFF and larger area while continuing to improve cell efficiency through a scalable process.
Figure 5 R2R production of perovskite photovoltaic modules
Modules fabricated entirely via the R2R process demonstrate up to 11.0% active area base PCE with 192mA current output, 62.3% fill factor ( FF ) and 4.59V open circuit voltage ( Voc ) in reverse scan, and 9.96% of PCE in forward scan. This efficiency is lower than that of small cells, most likely due to the high resistance of the TCE and the loss of FF due to partial solvent damage during the screen printing process . Nonetheless, this report marks an important milestone in the development of fully R2R- fabricated PeSCs .
The efficiencies obtained in this work, Figure 5e , are compared with previous records for various PeSCs , which have always performed worse than their glass-based counterparts due to the inherent performance limitations of flexible TCEs . Therefore, batched flexible PeSCs are a more appropriate benchmark to compare with R2R PeSCs . While the performance of R2R devices still lags behind similar products for batch processing, this work makes significant progress toward achieving high-efficiency flexible devices. Considering the low cost and scalability of R2R printed carbon electrodes, achieving a PCE of over 15% represents a major milestone in the development of this technology. Through market research and taking into account the advantages of morphological factors, it was determined that R2R PeSCs can become competitive in the portable photovoltaic market when PCE >10% . Therefore, fabricating R2R modules with 11% power conversion efficiency is an important step towards commercializing this technology. However, the printed silver used in this work may not be suitable for long-term operation in commercial applications because of corrosion issues. The next challenge will be to develop a perovskite-friendly conductive carbon ink that is at least as conductive as TCEs to produce efficient silver-free PeSC modules.
Figure 6 Technical and economic analysis of perovskite photovoltaic modules produced by R2R
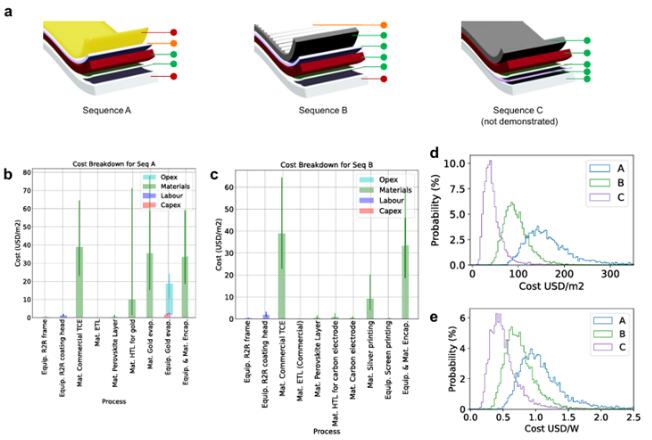
A cost model was developed based on previous work ( Sol. Energy Mater. Sol. Cells 174 , 314–324 (2018). ) , which adopted the new materials, new processes and equipment configurations used in this work, as shown in Figure 6a shown. In addition to the demonstrated device, a model device architecture (Sequence C ) was also considered to predict the potential for further cost reduction by eliminating remaining high-cost components, namely commercially available transparent conductive electrodes ( TCEs ) and silver grids.
Figures 6b and c show the cost proportion of each functional layer in sequences A and B and the corresponding capital costs. For vacuum-deposited electrodes (Sequence A ), the combination of gold materials and the purchase and running costs of the R2R evaporator are the highest cost components, followed by commercially available transparent conductive electrodes ( TCE ). Other significant material costs include encapsulation materials and hole transport layers ( HTL ), while the costs of electron transport layers ( ETL ) and perovskites are negligible in comparison. The fully printed configuration, Sequence B , Figure 6c shows a significant reduction in the cost of the back electrode, leaving only two high-cost components: commercial TCE and encapsulation material.
Figures 6d and e illustrate the production costs per square meter ( m² ) and per watt of peak power ( Wp ) for encapsulated flexible perovskite solar modules, respectively . The best efficiencies obtained in this work for sequences A ( 17.9% ) and B ( 15.5% ) were used to calculate the costs. The chart clearly shows the cost advantages of carbon electrode-based devices in terms of area and power-related cost metrics. Sequence B may cost less than $ 1 W −1 , while sequence C may cost less than $ 0.5 W −1 (sequence C is not experimentally demonstrated here). This represents a significant reduction compared to the cost estimate of approximately $ 1.5 W −1 in previous work . However, this technology still cannot compete with mass-produced silicon solar cells, with module spot prices already below $ 0.30 W −1 . Nonetheless, as discussed in previous work, in niche markets that value the lightweight and flexible properties of these modules, the next step for this technology will be to explore high-value PV markets at predicted manufacturing costs while addressing the remaining high-cost components to sustainably advance this technology toward commercialization. With the potential for further cost reduction by eliminating remaining high-cost components, the module cost (excluding packaging) is approximately $ 5 m −2 .
4. Summary
In this work, the authors successfully address the key challenge of low-cost roll-to-roll production of large-area perovskite solar modules and demonstrate the world's first fully roll-to-roll fabricated perovskite solar module (including back electrode). Applications on commercial substrates. All developments in this work were fully developed with scale-up production in mind, with a fully roll-to-roll printed perovskite solar module demonstrated for the first time, with a module-based effective area of about 50 square centimeters and a PCE as high as 11% . Finally, the cost model developed in this work predicts that the expected manufacturing cost of the module may be approximately $ 0.7 Wp −1 , with the potential to achieve further significant cost reductions by replacing the remaining high-cost components with low-cost alternatives. This work demonstrates significant progress in perovskite solar technology toward low-cost, large-scale commercial production.
5. References
Weerasinghe, HC, Macadam, N., Kim, JE. et al. The first demonstration of entirely roll-to-roll fabricated perovskite solar cell modules under ambient room conditions. Nat Commun 15, 1656 (2024).
https://doi.org/10.1038/s41467-024-46016-1
 E-mail: info@chemborun.com
E-mail: info@chemborun.com Tel: +86-574-87178138
Tel: +86-574-87178138  No. 1558, Jiangnan Road,, Ningbo, Zhejiang, China (Mainland)/31
No. 1558, Jiangnan Road,, Ningbo, Zhejiang, China (Mainland)/31